做加工的比起精度来是不会服输的,好似实现μm级加工精度是件很容易的事情。事实上,高精度加工是一个严谨的技术话题,而有不少人连温度对精度影响的常识都不明白就夸夸其谈精度,实在令人无语!这篇文章将给大家做一个较全面的科普。

1
基本常识:温度变化对材料的影响
众所周知,材料都会存在热胀冷缩,在精密加工中,对于温度问题是绝对不能忽视的!温度是精度的敌人,如果我们不在乎温度这个重要的议题,如何讨论精度? 因为大部分的机器组合成分都是钢材、铸铁,会依室温与机器本身产生的热改变形状与长度。
材料热胀冷缩的具体量,取决于材料及温度的变化值。下面为大家提供了钢和铜的膨胀系数表,比如,钢材直线膨胀为长度每米在温度变化1°C时会产生12μm的变化。
钢的膨胀系数如下图所示:
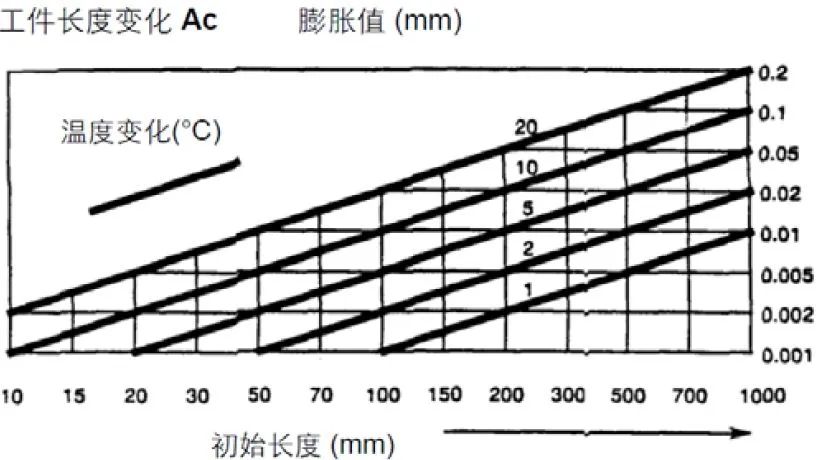
举例:工件长度:200mm;温度变化:10℃;膨胀值:0. 02mm。
铜的膨胀系数如下图所示:
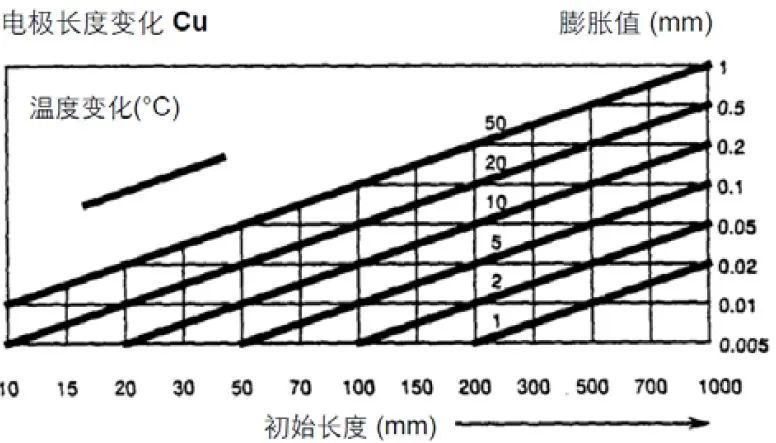
举例:电极长度:200mm;温度变化:10℃;膨胀值:0.05mm。
2
温度引起检测误差
如果工件和检测使用的检测仪表以及量规使用不同材料制成,并且检测时没有处于标准温度条件下,与标准温度20°C的偏差将始终是产生检测误差的一个重要因素。
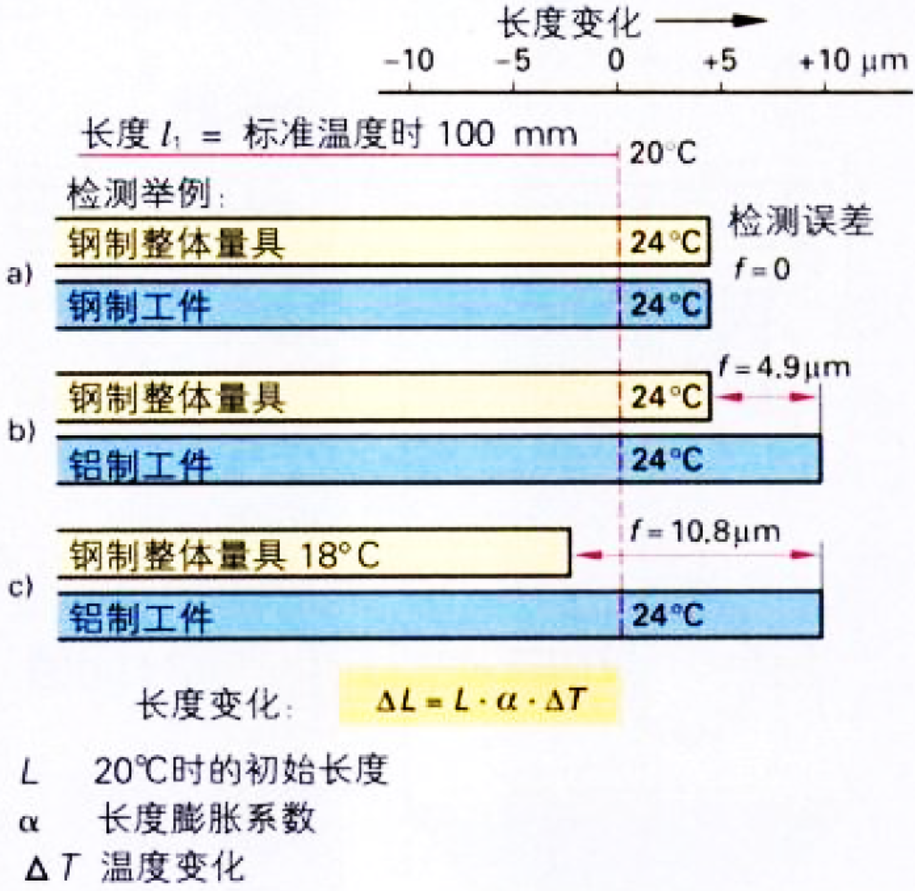
因温度产生的检测误差
比如,将一个100mm长的钢制块规加热4℃,例如用手心温度加热,它便会出现4.6μm的长度变化。
另外,值得一提的是,在测量高精度零件的时候,前提是要有更高精度的测量手段。如果本身的测量仪器或者设备精度指标就不高,你的高精度从哪里来?

3
重要的加工理念:维持热稳定
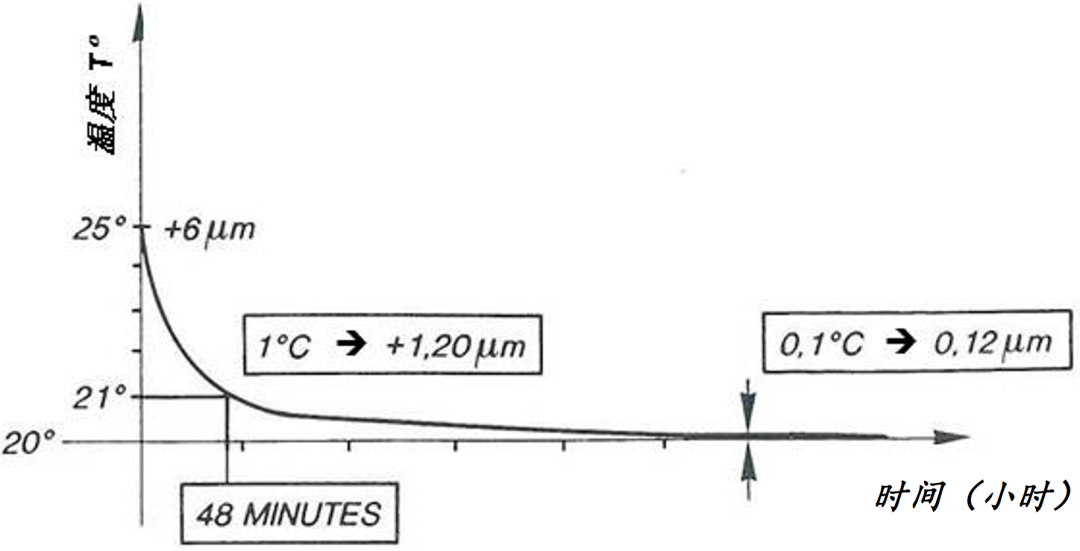
钢件:100x30x20mm, 温度从25℃下降到 20℃尺寸的变化:在25℃时,尺寸偏大6μm,当温度降至20℃时,尺寸仅偏大0.12μm,这是一个热稳定的过程,即使温度迅速下降,仍然需要一个持续的时间才能维持精度。越大的物体,在温度变化时需要更多的时间来恢复精度稳定。
没有精密加工经验的工厂,在去做精密加工时,往往将精度不稳定的原因归咎于设备精度问题。而有精密加工经验的工厂,他们都知道这是最基本的常识,对于环境温度与机床的热平衡会非常重视。他们非常清楚,即使是高精密的机床,也只有在稳定的温度环境与热平衡状态下才能获得稳定的加工精度。
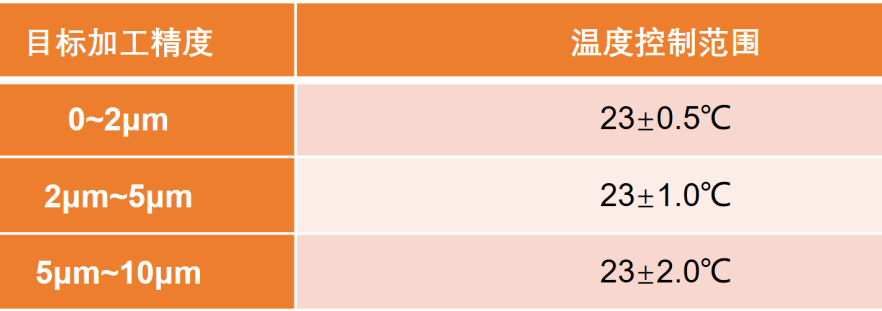
维持热稳定是精密加工必须悟透的重要理念。有些人可能纠结于温度应该维持在20℃还是23℃,其实,最重要的是能维持一个目标值的稳定性。理论书上一般要求的是20℃,实际车间一般取22-23℃,严格控制温度波动即可。
4
正确认识加工精度与分析
一般来说,加工精度可以分为精密度和精确度。下图是一个直观的说明。
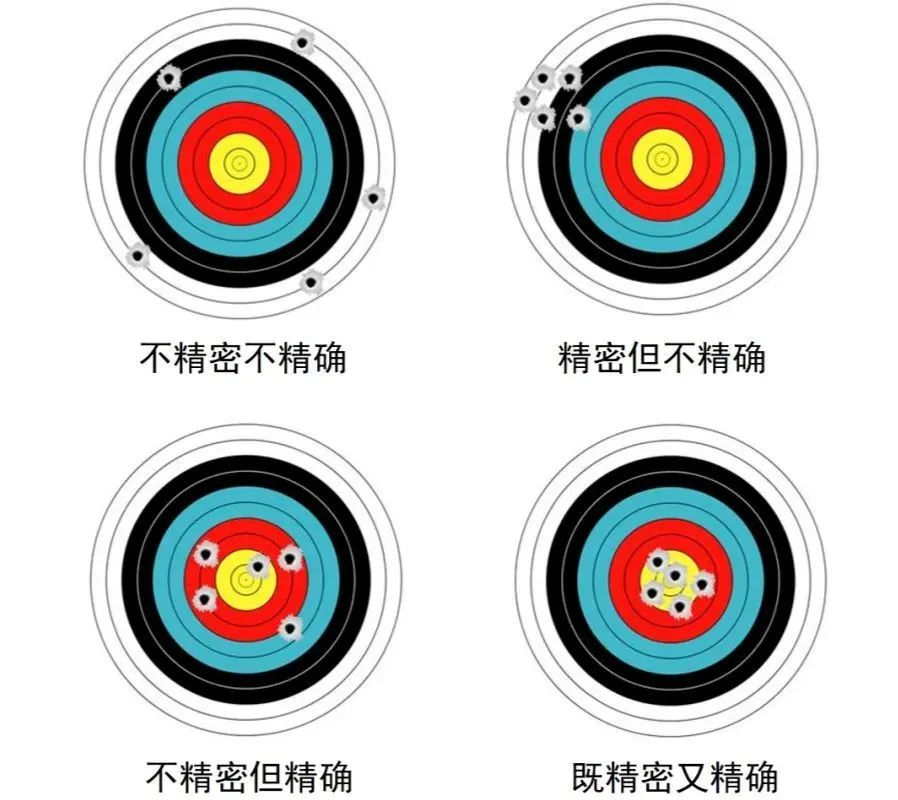
精密度(Precision): 指使用同种备用样品进行重复测定所得到的结果之间的重现性、一致性。有可能精密度高,但精确度是不高。例如,使用1mm的长度进行测定得到的三个结果分别为1.051mm、1.053mm、1.052mm,虽然它们的精密度高,但却是不精确的。
精确度(Accuracy): 指得到的测定结果与真实值之间的接近程度。测量的精确度高,是指系统误差较小,这时测量数据的平均值偏离真值较少,但数据分散的情况,即偶然误差的大小不明确。
精密度、精确度与温度的关系: 一般来说,如果加工的零件较精密但不精确,很有可能是车间的温度波动较大,造成精度离散性大;如果加工的零件较精确但不精密,很有可能是车间的温度波动不大,但是与标准温度偏差较大;既不精密也不精确,那说明车间温度与标准温度及控制要求都偏离很大。
5
被遗忘的机床预热
工厂使用精密数控机床进行高精密加工,你是否有这样的经验:每天早上开机进行加工,首件的加工精度往往不够好;长假后开机加工的首批零件往往精度很不稳定,在高精度加工时失败概率极高,尤其是位置精度。
机床只有在稳定的温度环境与热平衡状态下才能获得稳定的加工精度。在开机后就要投入高精密加工生产的情况,对机床进行预热是最基本的精密加工常识。
机床在长时间停止运行状态下和热平衡状态下的加工精度差异较大,究其原因,是因为数控机床的主轴和各运动轴在运行一段时间后,其温度相对维持在某一固定水平,且随着加工时间的变化,数控机床的热态精度趋于平稳,这就表明了加工前的主轴和运动部件预热是非常有必要的。
然而,机床的“热身运动”这个准备环节被很多工厂忽视或者不知晓。如果机床搁置状态达到多天以上时,建议在高精密加工前进行30分钟以上的预热;如果搁置状态仅为数小时,建议在高精密加工前进行5-10分钟的预热。
预热的过程就是让机床参与加工轴的反复移动,最好进行多轴联动,比如让XYZ轴从坐标系的左下角位置移动到右上角位置,反复走对角线。执行的时候可以在机床上编写一个宏程序,让机床反复执行预热的动作。
在机床进行充分的预热后,充满活力的机床就可以投入高精密加工生产了,您将获得稳定一致的加工的精度。
来源:新知号